Metal borular nasıl bükülür: işin teknolojik detayları
Belirli bir açıyla bükülmüş borular, petrol ve kimya endüstrilerinde, makine ve aparat mühendisliğinde uygulama alanı bulmuştur.Tek bir mimari veya inşaat projesi onlarsız yapamaz.
Dönüşler için her türlü bağlantı parçası kullanılabilir, ancak daha sonra sızıntılar meydana gelebilir ve bazen bu estetik nedenlerden dolayı kabul edilemez. Bütünlüklerini ihlal etmeyen bir işlem olan boruların bükülmesiyle daha çekici bir görünüm ve yüksek güvenilirlik sağlanır.
Hem soğuk hem de sıcak teknolojiyi kullanarak metal bir boruyu en iyi nasıl bükeceğinizi size anlatacağız. Sunduğumuz makale, çeşitli malzemelerden yapılmış boruların bükülmesinin özelliklerini anlatmaktadır. Profil ve konvansiyonel yuvarlak borularla çalışma özellikleri verilmiştir.
Makalenin içeriği:
Bükme işleminin özellikleri
Her metalin kendine has özellikleri vardır, bunları hesaba katmadan haddelenmiş metale karmaşık bir şekil vermek imkansızdır. Bükülmüş boru radyal ve teğetsel kuvvetlere maruz kalır.
Birincisi bölümü deforme eder ve ikincisi kıvrımların ortaya çıkmasına katkıda bulunur. Nihai sonuç için temel gereklilik, borunun kesitinin değişmeden kalması ve duvarlarda oluk olmamasıdır. Bükme, boru hatlarını her türlü kıvrımla döşerken kaynak sayısını en aza indirmenize olanak tanır.
Boru bükme yöntemleri
Borunun istenilen büküm açısına, malzemesine ve çapına göre büküm elle veya özel ekipmanlar kullanılarak yapılabilir. Boru boşluğunu doldurarak ve doldurmadan sıcak ve soğuk bükme de vardır.

Yük kaldırıldıktan sonra, malzemenin elastik modülü ile doğru orantılı olan, yaylanma adı verilen bir olay meydana gelir. Olası deformasyonun miktarı aynı zamanda kullanılan bükme yöntemine ve nesnenin geometrisine de bağlıdır.
Sıcak teknolojinin özellikleri
Bu yöntem, çapı 10 cm veya daha fazla olan bir borunun bükülmesi gerektiğinde seçilir.Borular hem elle hem de mekanizmalar kullanılarak sıcak olarak deforme edilir. Minimum bükülme yarıçapı diye bir şey vardır.
Isıtılması gereken boru bölgesinin uzunluğu, boru çapına ve bükme açısına göre belirlenir. Bu durumda yuvarlama boru çapının 3 ile çarpımından az olamaz.
Aşağıdaki formülü kullanarak ısıtılan bölümün uzunluğunu bulun:
L = α x d / 15
Formülde: L mm cinsinden gerekli uzunluk, α derece cinsinden bükülme açısı, d mm cinsinden borunun dış çapı, 15 katsayısıdır. Diyelim ki 200 mm çapında bir borunun 60⁰ açıyla bükülmesi gerekiyor, o zaman L = 60 x 200/15 = 800 mm, yani. 4 çap.

Boruyu bükmek için 900⁰'ye ısıtılması gerekir. Bükülmeye başlamak için en uygun sıcaklık 760⁰ ve sonunda - 720⁰C'dir. Yandığında malzemenin mukavemet özellikleri bozulur.
Sıcak bükme işlemi birkaç işlemi içerir:
- bir şablon yapmak;
- kum paketleme;
- site işaretlemesi;
- sıcaklık;
- bükme.
Boru kesitinin deforme olmasını ve dirsek iç kısmında tatlı noktalar oluşmamasını önlemek için iç boşluk kuvars kumu ile doldurulur.
Kum, organik yabancı maddelerin uzaklaştırılması için önce 150 ila 500⁰ sıcaklıkta kurutulur ve kalsine edilir, ardından hücre boyutu 3,3 x 3,3 mm olan ince bir elekten geçirilir. Boruyu doldurmaya başlamadan önce bir ucunu tıkamanız gerekir.
Tapa olarak gazların çıkması için delik bulunan ahşap veya metal tapalar kullanılır. İnce ve ıslak kum kullanılamaz çünkü... birincisi termal etki altında sinterlenir ve boruların duvarlarına sıkıca yapışır.
İkincisi, buhar oluşumunun bir sonucu olarak, yüksek iç basıncın gelişmesine katkıda bulunur ve bu da tıkacın dışarı fırlamasına neden olabilir. Salmastrada taş bulunması kabul edilemez; boru duvarından geçebilirler.
Boruyu doldurma işlemi oldukça emek yoğun olduğundan kuleye taşınır ve hafif eğimli veya dikey bir pozisyon verilir. Bükmenin kalitesi doğrudan ambalajın sıkıştırılmasına bağlı olduğundan, süreç boyunca boruya sürekli olarak vurulur. Donuk bir ses, iş parçasının iyi doldurulduğunu gösterir.
Doğrudan ana işleme geçmeden önce, kumla doldurulmuş bir boru üzerine gelecekteki kıvrımların alanları bir şablon eklenerek çizilir. Borular fırınlarda veya fırınlarda ısıtılır. Hem elle hem de mekanize olarak bükün.
İkinci durumda, borunun ısıtılmış kısmının sabitlendiği itme direkleri ve borunun ucunu plaka üzerinde tutmaya yarayan kelepçeler ile donatılmış özel plakalar kullanılır.Borunun karşı ucuna bir vinç veya ırgat yardımıyla gerginliği borunun bükülmesine neden olan bir kablo yerleştirilir.
Boru duvarlarının deforme olmasını önlemek için boru standı boşluğuna düz veya kavisli contalar yerleştirilir. Kablonun bağlı olduğu serbest uç, bir stand kullanılarak sabitlenir. İşlem sırasında boruya periyodik olarak bir şablon uygulanarak borunun geometrisi izlenir.
Boruyu istenilen açıda büktükten sonra tapalar yakılarak veya basitçe vurularak çıkarılır. Kum dökülür, boru temizlenir ve yıkanır. Bir şablon kullanarak son bir büküm kontrolü gerçekleştirin.
Soğuk bükme
Küçük çaplı boruların konfigürasyonunu değiştirmek için çeşitli manuel cihazlar kullanılır, büyük çaplar için ise mekanize boru bükücüler kullanılır. Evde çoğunlukla su ve gaz borularının bükülmesi gerekir. Çelik borularsu temini ve ısıtma sistemlerinin yapımında kullanılır.
Bir borunun 90⁰'de bükülmesine büküm, 180⁰'ye rulo, çıkıntı oluşumuyla atkı, ilmek şeklinde ise braket denir.

Manuel bükme için başka cihazlar da var. Evde, suyu ısıtmak için bir bobin yapmak için, yaklaşık 20 mm çapında paslanmaz çelik bir boru, büyük çaplı bir boru parçasına basitçe sarılır. İlk olarak, büyük bir boruya bir braket kaynak yapılır, desteklere yerleştirilir ve sıkıştırılır.
Tüp sıkıca kumla doldurulur ve tapalarla kapatılır, ardından braketin içine yerleştirilir ve sarma işlemi başlar. Şablon olarak kullanılan borunun bükülmesi gerektiğinden en az iki kişinin çabasını gerektirecektir. Sarmayı bitirdikten sonra bobin düzleştirilir.

Paslanmaz çelikten veya başka bir malzemeden yapılmış bir borunun evde bükülmesi en basit cihaz kullanılarak yapılabilir. Küçük hacimli işler için kullanılması tavsiye edilir.
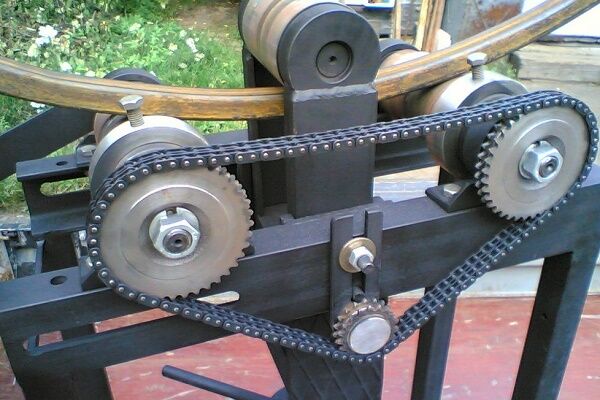
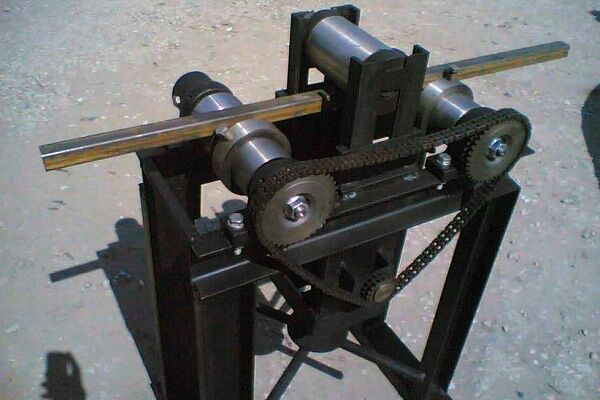
Özellikle kaynak becerileriniz varsa ve kaynak makinesine aşina iseniz, kendi ellerinizle basit bir mekanik boru bükme makinesi oluşturabilirsiniz:
İlkel üretimi için boru bükme cihazı Beton bir levhaya, metal pimlere ve darbeli matkaba ihtiyacınız var. Döşeme 40 x 40 veya 50 x 50 mm'lik hücrelere bölünmüştür. Bir zımba kullanılarak hücrelerin köşelerine delikler açılır ve bunlara pimler yerleştirilir.
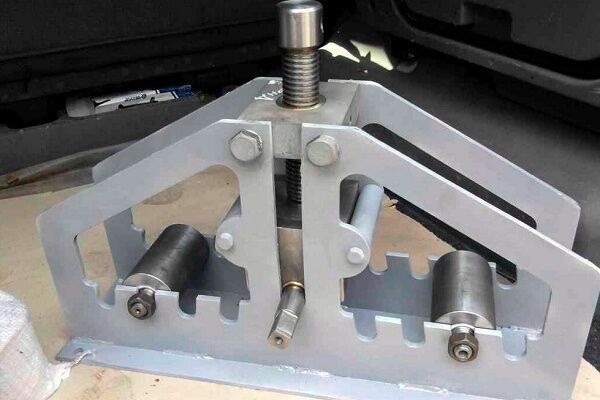
Boru şeklindeki ürün pimlerin arasına yerleştirilir ve kuvvet uygulanarak bükülür. Bu bükme yönteminin doğruluğu ideal değildir ancak iş parçasını evde kullanmak için oldukça yeterlidir. Daha yüksek hassasiyetle bükmek için kriko temelinde yapılmış bir cihazı kullanabilirsiniz.

Borunun iç lümeninin deforme olmasını önlemek için, bu işlemi içeriden engellemek için araçlar kullanılır. Kum çoğunlukla iç sınırlayıcı olarak kullanılır. Bu durumda borunun bir ucuna tapa takılır, diğer ucuna kum dökülür ve ardından tapa ile tıkanır. Daha sonra bükme işlemi gerçekleştirilir.
Bazen sınırlayıcı bu amaç için özel olarak yapılmış bir yaydır. Sarma için 1 ila 4 mm çapında tel kullanılır. Yay, bükülme noktasında borunun içine serbestçe oturmalıdır; telin bir kısmı dışarıda bırakılmalıdır.
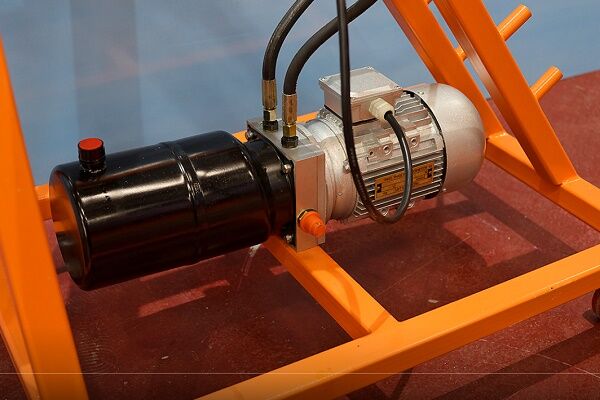
El aletlerinin, portatif ve sabit makinelerin hidrolik sistemi, bükme işlemini önemli ölçüde kolaylaştırır ve borunun deformasyon sürecini hızlandırır:
Büküm tamamlandıktan sonra tel çekilerek yay çıkarılır. Kare kesitli bir boru ile çalışırken, yay yapmak için aynı kesite sahip tel seçilir.
Gelecekteki bükülme noktasına kadar teker teker içeri doğru itilen ayrı parçalardan oluşan bir tel demeti de bu amaç için uygundur. Operasyon tamamlandıktan sonra segmentler de tek tek çıkarılır. Kesiti 4 cm'ye ve et kalınlığı 0,3 cm'ye kadar olan paslanmaz boruyu manuel olarak bükebilirsiniz.

Büyük çaplarla çalışmak profesyonel ekipman gerektirir. Mandrel ile donatılmış boru bükme makineleri bulunmaktadır. Bu yapısal eleman sıradan bir metal çubuktur.

Bükme işlemine başlamadan önce boru cidarlarının deformasyonunu önlemek için içeriye yerleştirilir. Kit içerisinde bulunan mandrellerin farklı bölümleri vardır, böylece belirli bir çaptaki boru ürünleri için ihtiyacınız olanı seçebilirsiniz.
Demir dışı metallerden yapılmış boruların konfigürasyonunun değiştirilmesi
Demir dışı metallerin çok kullanışlı bir özelliği vardır - yüksek süneklik. Ancak yeterince güçlü değiller. Bükme işlemi sırasında basınç ve çekme kuvvetlerinin uygulanması sonucu boru çökebilir veya kopabilir. Bunun olmasını önlemek için teknolojiyi sıkı bir şekilde takip etmelisiniz.
Bakır ve pirinç borular nasıl bükülür?
Bakır ve pirinç boruların bükülmesinde hem sıcak hem de soğuk yöntemler kullanılmaktadır. İlkini seçerken iç dolgu maddesi olarak kum seçilir, ikinci dolgu maddesi olarak erimiş reçine kullanılır. Bükme teknolojisi çelik borularla aynıdır.
Bakır ve pirinçten yapılmış boru şeklindeki ürünler, soğuk bükmeden önce tavlamaya ve ardından soğutmaya tabi tutulur. Her iki malzeme için sıcaklık aralığı aynıdır - 600 ila 700⁰С arası. Aradaki fark soğutma ortamındadır; bakır suya yerleştirilir ve pirinç havada soğutulur.
İşlem tamamlandıktan sonra reçine eritilerek çıkarılır. Borunun yırtılmasını önlemek için işleme asla borunun ortasından başlanmamalı, sadece uçlarından başlanmalıdır. Bükme cihazı olarak hem basit aletler hem de karmaşık makine ekipmanları kullanılır.
Manuel boru bükücüler insanın fiziksel eforuyla çalışırken, hidrolik olanlar bu eforu minimuma indirir. Her ikisi de istediğiniz çapı seçmenize olanak tanıyan değiştirilebilir nozullarla donatılmıştır.

Bakır ve pirinç borularla çalışmak çelik borulara göre çok daha kolaydır ancak bükülme sırasında metalin deformasyonu aynı fizik yasalarına göre meydana gelir. Bükme bölümünde dış yüzey gerilime maruz kalır ve bunun sonucunda duvarlar incelir.
Borunun içinde ters işlemler meydana gelir - duvar büzülür ve kalınlaşır. Yuvarlak kesitin ovalleşip nominal çapı küçültme riski vardır, bu nedenle bu olayları önleyecek önlemler alınmadan bükme işlemine başlanmamalıdır.
Alüminyum boru bükme
Temel yöntemler alüminyum boru bükme pirinç veya bakır ile aynı:
- silindirler arasında itme;
- yuvarlamak;
- geri alma;
- basınç.
Alüminyum boruların nasıl ve ne şekilde büküleceğine karar vermeden önce her birine aşina olmanız gerekir. İlk yöntem, maksimum 10 cm çapa sahip ince duvarlı borular için, düşük doğruluk gereksinimleriyle yumuşak bir bükme elde edilmesi gerektiğinde kullanılır. Minimum yarıçap burada sıkı bir şekilde düzenlenmiştir. Boyutu 5-6 boru çapıdır.
Kesitin eğriliği saptırma silindirinin konumu ile belirlenir. İç dekoratif unsurlar çoğunlukla bu şekilde yapılır. İkinci yöntem ise 3 silindirli boru bükücülerin kullanıldığı büyük çaplı boru malzemelerinin bükülmesidir.Boru, yönü bükülme yarıçapını belirleyen tahrik silindirleri arasında çekilir.

Bu yöntemin doğruluğu öncekinden bile daha düşüktür, ancak parça yeniden bükülebilir ve istenen geometri elde edilene kadar işlem tekrarlanabilir.
İnce duvarlı alüminyum boruların bükülmesi, uygun hazırlıkla manuel olarak yapılabilir:
Haddeleme yöntemi, iç dolgu maddesinin varlığını sağlamaz, bu nedenle küçük yarıçaplar elde etmek için kullanılmaz.Bu yöntemi seçerken, bükümdeki bölümün ovalliğine ilişkin katı gereklilikleri yerine getirmek mümkün olmayacaktır.
Bir alüminyum boruyu basınçla deforme etmek için, üzerine istenilen şekle sahip bir matris ile damgalar yerleştirilmiş presler kullanılır. Verilen geometri dışarıdan uygulanan basıncın etkisi sonucu elde edilir.
Bazı durumlarda, boru bir kalıba yerleştirildiğinde ve boruyu duvarlara doğru bastırmaya yetecek bir basınçla içeriye sıvı verildiğinde basınç iç olabilir.
Duralumin boruları bükmek kolay değil çünkü... Bu malzeme oldukça sert ve esnektir. Süreci kolaylaştırmak için, bükülmeden hemen önce 350 ila 400⁰C sıcaklıkta fırınlanırlar, ardından borular havada doğal olarak soğuyana kadar beklenir.
Büyük çaplı boruları bükme yöntemleri
Nispeten yakın zamanda ortaya çıkan yöntemler, boruların endüstriyel ve yüksek frekanslı akımlar kullanılarak bükülmesi ve gerdirilerek bükülmesidir. İlk durumda, 95 - 300 mm çapında bir borunun ısıtıldığı, büküldüğü ve soğutulduğu yüksek performanslı, yüksek frekanslı bir kurulum kullanılır.
İki parçadan oluşur - bükme makinesi şeklinde mekanik bir parça ve elektrikli bir parça ve yüksek frekanslı bir kurulum içeren elektrikli bir parça.
Boru sadece indüktör bölgesinde bulunan ısıtılmış bölgede deforme olur. Geometri, saptırıcı bir silindirin etkisi altında belirli bir boyuta değişir. Bu yöntemi kullanarak küçük yarıçaplı eğriliğe sahip bir büküm elde edebilirsiniz.
İkinci yöntemi kullanarak bükme, döner tabla içeren bükme ve germe makinelerinde gerçekleştirilir. Boru büyük çekme ve bükme kuvvetlerine maruz kalır. Tüm çevre boyunca sabit bir duvar kalınlığı ile dik kavisli kıvrımlar bu şekilde elde edilir.
Yöntem, boru hattına yönelik yüksek taleplerin olduğu havacılık, otomotiv ve gemi inşa endüstrilerinde kullanılan büyük çaplı boruların bükülmesi için kullanılır. Avantajı, 2 - 4 mm duvarlı boruları 180⁰ oranında bükebilme yeteneğidir.
Profil bükme özellikleri
Profil boru ürünleri yuvarlak muadillerine göre daha estetik bir görünüme sahip olduğundan ev yapılarında sıklıkla karşımıza çıkmaktadır. Büküldüğünde, içeriden bir sıkıştırma kuvveti ve dışarıdan bir çekme kuvveti etki eder. Bu işleme başlamadan önce bükme yöntemini dikkatli seçmelisiniz.
Profil aralığı kare, oval veya dikdörtgen şeklinde kesite sahip boruları içerir.
Birkaç nüans var ve bunu yaparken bunları unutmamalısınız. esnek profil boruları evde özel ekipman olmadan:
- İnce duvarlı ve 2 cm'ye kadar kesitli oluklu borular için bükme bölümünün optimal uzunluğu, borunun yüksekliğinin 2,5 ile çarpılmasıdır.
- Kalın cidarlı borular için bükme bölgesinin uzunluğu, kesitin üç ile çarpılmasıyla belirlenir. Aksi takdirde malzemenin dışarıdan çatlaması veya içeriden deformasyonunun önüne geçilemez.
- Eğrilik yarıçapının minimum değeri bükülme bölümünün 2,5 ile çarpılmasıdır.
Bu gereklilikleri dikkate almadan iyi bir sonuç almayı bile ümit edemezsiniz. Bükme yöntemleri, yuvarlak kesitli ürünlerle çalışırken kullanılanlardan farklı değildir. Ayrıca borunun üç tarafından yapılan çapraz kesimlerle manuel bükme yöntemini de kullanabilirsiniz.
Kesimlerin uzunluğu ve sayısı hesaplamalarla belirlenir. Diyelim ki 40 x 90 mm'lik bir boru var. Tam bir dönüş yapmanız gerekir; 150 mm yarıçaplı, 180⁰ açıyla duvar boyunca 40 mm bükün. İlk olarak, dış yarıçapa göre yarım dairenin uzunluğunu hesaplayın:
L = (2π r: 2 = 2x 3,14 x 190) : 2 = 596,6 mm
İç yarıçap için hesaplamalar aynıdır:
Lin. = (2 x 3,14 x 150) : 2 = 471 mm.
İç yarıçaptaki kesim uzunluklarının toplamı şu formülle belirlenir: Lout = L – Lin = 596,6 – 471 = 126 mm.
Kendileri yapmak isteyenler manuel boru bükücü veya profil boru bükme makinesi Sunduğumuz makalelerde kendi ellerinizle birçok yararlı bilgi, diyagram ve faydalı öneri bulacaksınız.
Öğütücünün 5 mm genişliğinde bir kesim yapabileceğini hesaba katarsak, 126 mm uzunluğundaki bir bükme düzleminde 25 yarık elde edersiniz, ardından boru kesiklerin kenarları birbirine değene kadar bükülür. Yuvalar kaynaklanır ve dikişler temizlenir.

Profil ve yuvarlak boruların bükülmesinin başka bir yolu daha vardır ancak bu sadece kışın kullanılabilir. Bunu yapmak için tüpün uçlarına tapaları takın, içine su dökün ve sertleşene kadar bekleyin. Boru bükülür, süreç bir şablonla kontrol edilir, ardından tapalar çıkarılır ve sıvı çıkarılır.
Kullanışlı: Kendi elinizle profil borusundan çardak nasıl yapılır.
Konuyla ilgili sonuçlar ve faydalı videolar
Video #1. Doğaçlama yöntemlerle bir borunun nasıl büküleceğini bu videodan öğreneceksiniz:
2. video. Herhangi bir kesitteki bir borunun bir daireye nasıl büküldüğü:
Video #3. Ev yapımı bir boru bükücü evde gerekli bir şeydir:
Onarım yaparken veya bir ev inşa ederken, genellikle bir boruyu (yuvarlak veya profil) bükme ihtiyacı ortaya çıkar. Hacim küçükse, bunu kendiniz yapabilirsiniz. Boru ürünlerinin toplu olarak bükülmesi ancak özel ekipmanlarla mümkündür.
Sera inşa etmek veya başka amaçlarla metal bir boruyu nasıl büktüğünüzü bize anlatın. Yalnızca sizin bildiğiniz teknolojik nüansları site ziyaretçileriyle paylaşın. Lütfen aşağıdaki bloğa yorumlarınızı yazın, yazının konusuyla ilgili fotoğraflar yayınlayın ve sorular sorun.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Harika makale :)