Elektrikli kaynak kullanarak dikey ve yatay dikişler nasıl kaynak yapılır: adım adım talimatlar
Elektrikli kaynak, metallerin yapısını elektrik arkıyla ısıtıp eriterek birleştiren bir teknolojidir.Özel sektör de dahil olmak üzere ulusal ekonominin çeşitli alanlarında yaygınlaşmıştır.
Aslında bu yöntem, elektrik arkının sıcaklığı (7000-8000 derece) dikkate alınarak herhangi bir metalin birbirine kaynaklanması için kullanılabilir. Ancak bu teknolojiye dönmeden önce, elektrik kaynağı kullanarak dikey bir dikişin nasıl kaynaklanacağını öğrenmeniz ve yatay bir dikiş elde etme tekniğini anlamanız gerekecektir.
Makalenin içeriği:
Kaynaklar: genel tanımlar
Metal kaynak teknolojisi kaynak kavramıyla yakından ilgilidir. Bu, elektrik ark kaynağı ile eritilen metalin katılaşma işlemi sırasında oluşur.
Kaynağın konumuna bağlı olarak dikiş yatay veya dikey olarak konumlandırılabilir. Ek olarak dikişin mekansal konumu alt, yan veya üst olabilir.

Gerçekleştirilmesi en basit ve en kolay olanı, kaynakların alt ufuk düzleminde döşenmesi olarak kabul edilir. Bu koşullar altında erimiş metalin kontrolü oldukça kolaydır.

Dikişlerin uzayda konumlandırılması için kalan seçeneklerin (yan ve üst), kaynak tekniklerinin incelenmesini ve ilgili deneyimin geliştirilmesini gerektiren, teknolojik olarak uygulanması zor olduğu kabul edilmektedir.
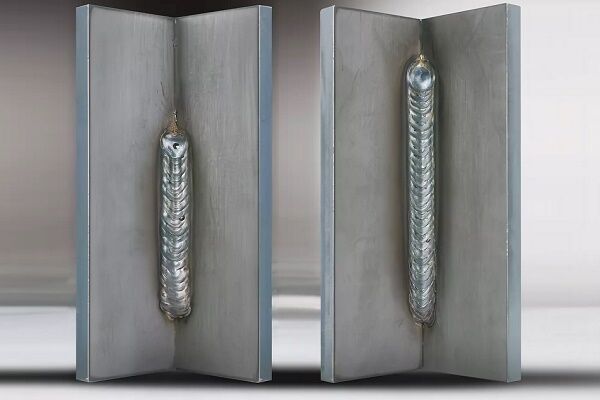
Dikey dikiş nasıl kaynak yapılır?
Dikey bir dikiş oluştururken kaynak kontrolünün zorluğu, yaygın bir fiziksel olay olan yerçekiminden kaynaklanmaktadır. Bunun, sıvı haldeyken aşağı doğru akan erimiş metal kütlesi üzerinde etkisi vardır.
Burada profesyonel bir kaynakçının yapması gereken, erimiş kütlenin kaynak sahasından uzaklaşmasını önlemektir. Elektrotun ucundan kaynak havuzuna izin verilen minimum mesafede tutulan, stabil yanan bir elektrik arkı bu sonuca ulaşılmasına yardımcı olacaktır.
Aşağıdan yukarıya teknik
Dikey bir bağlantı genellikle elektrotun aşağıdan yukarıya doğru hareket ettirilmesiyle kaynaklanır. Bu rota daha istikrarlı bir kontrol sağlar ve elektrik arkı eriyik banyosunu güvenli bir şekilde tutarak yayılmasını önler. En yüksek kalitede dikey dikişi oluşturmak, aşağıdan yukarıya doğru geçerek mümkündür.

Elbette dikey bir dikişin kaynağına başlamadan önce, birleşim sınırlarının teknik gerekliliklere uygun olarak hazırlanıp işlenmesi gerekir. Kaynak makinesinin kaynak koşullarına göre ayarlanması gerekir (akımı ayarlayın, elektrodu seçin).
Başlangıçta, bağlantı hattı boyunca birkaç nokta "punta" yapılır - kısa bir dikişle (1 - 2 cm) kaynak yapılır.Bu tür eylemlerin amacı, ısıtma işlemi sırasında kaynak yapılan parçaların sıcaklık deformasyonu nedeniyle yer değiştirmesini önlemektir.

Bağlantıyı dikey olarak kaynak yaparken, elektrotun dikişin uzanacağı düzleme göre tutulma açısı 45-90° arasında tutulur.
Kaynakçının talimatları aşağıdaki eylemleri belirler:
- Elektrotun metalle teması bir arkı ateşler.
- Birleşim çizgisi boyunca ortasından kenarlarına kadar 3-4 noktada “punta” yapılır.
- Kaynak, bağlantı hattının en alt noktasından başlar.
- Elektrot stroku yukarı doğru yönlendirilir, kaynak havuzu çalışma alanında tutulur.
Elektrot orta hızda ilerletilmelidir. Ana hız kriteri kaynak havuzunda optimum miktarda eriyik oluşmasıdır.
Elektrotun dikey vuruşuyla eş zamanlı olarak, "hilal", "balıksırtı" veya başka bir "desen" içindeki enine zikzak hareketlerine izin verilir. Ancak enine vuruş tekniği yalnızca et kalınlığı 4 mm'den fazla olan metallerde geçerli görünmektedir.
Metalin dikey dikişle durmadan tek geçişte kaynaklanması tavsiye edilir. Acemi kaynakçılar için bu zor görünüyor. Ancak tecrübe çabuk kazanılır.
Yukarıdan aşağıya tekniği
Tecrübe kazanan kaynakçılar, elektrodu yukarıdan aşağıya doğru hareket ettirerek kolayca dikey bir dikiş yapabilirler. Böyle bir operasyonu gerçekleştirmenin püf noktası nedir?
Çok basit: Bir elektrik arkını ateşlerken elektrot, çalışma düzlemine göre 90° açıyla konumlandırılır.Ark oluşumu noktasındaki metal erimeye başlar başlamaz elektrotun montaj açısı 15-20° değiştirilerek tutucu hafifçe indirilir.

Elektrotun kalın duvarlı metallerin bağlantı hattı boyunca kablolanması da "testere dişi" veya "dikdörtgen" şeklindeki enine zikzaklarla gerçekleştirilir. Bazı kaynakçılar “dalga benzeri” eriyik dağıtım tekniğini kullanır.
Bu arada yukarıdan aşağıya dikey dikiş oluşturma yöntemi de kaynakçı için büyük zorluklar beraberinde getirir. Ancak birçok uzmana göre bu formdaki kaynak, kalite göstergeleri açısından en iyi sonucu verir.
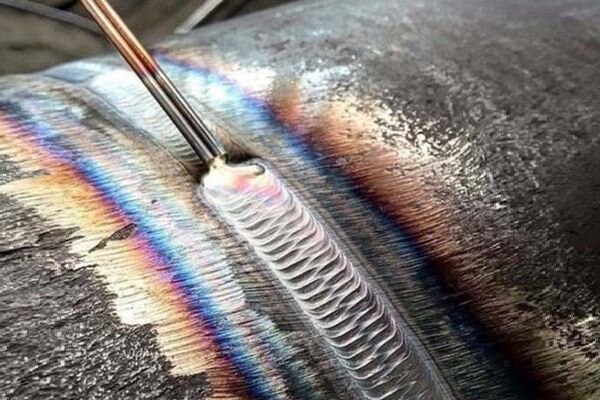
Yatay dikiş kaynağı teknolojisi
Yatay bir dikişin kaynaklanmasının özellikleri dikey dikişle hemen hemen aynıdır. Teknik nüanslar - yine elektrot kurulumunun açılarının manipülasyonu.
Parçaların birleşim yerinde kaynaklanması işlemi sırasında hareket yönü, en sol noktasından en sağ noktasına veya tam tersi şekilde seçilebilir. Özel yön seçimi, kişisel uygunluk derecesine bağlı olarak kaynakçı tarafından belirlenir.

Ancak yerçekimi kuvveti nedeniyle eriyiğin kanaldan dışarı akmasını önlemek için elektrikli kaynak kullanılarak yatay bir dikiş nasıl düzgün şekilde kaynak yapılır?
Burada kaynakçının elektrot için elektrik arkının kuvvetinin metal damlalarının yerçekimi kuvvetine eşit olacağı bir konum seçmesi gerekir.Akım gücünü ayarlamak ve elektrotun optimum hareket hızını deneysel olarak seçmek gerekebilir.
Tipik olarak yatay dikiş kaynağı, tamamlanana kadar sürekli olarak gerçekleştirilir. Bununla birlikte, eriyiği (kaynak havuzu) kontrol altında tutamıyorsanız, tekniği değiştirmeyi deneyebilirsiniz - arkın periyodik olarak söndürülmesiyle bir stroka geçin.
Tüm bu incelikler, kaynak işi yapma deneyiminin ortaya çıkmasıyla birlikte geliştirilmiştir. Bu nedenle, ilk denemelerinizde hiçbir şey işe yaramazsa umutsuzluğa kapılmayın.

Gerekli genişlikte ve nüfuz derinliğinde yatay bir dikişin oluşturulması, kural olarak, elektrotun yanan ucunun birleştirilmiş parçanın kenarından diğerinin kenarına dikkatli bir şekilde enine hareketi ile elde edilir.
4 mm kalınlığa kadar metalleri kaynaklarken, elektrotun enine strokunun "deseninin" farklı seçenekleri kullanılır. Bu konuda özel bir öneri bulunmamaktadır. Önemli olan gerekli dikiş genişliğini ve nüfuz derinliğini elde etmektir.
Elektrik arkı: optimum uzunluğun kontrolü
Elektrotun sıcak ucu ile metal düzlem arasındaki elektrik deşarjının oluşması için yeterli olan boşluğun boyutuna ark uzunluğu denir. Kaynakçı eğitiminin ana direklerinden biri optimum ark uzunluğunun kontrolüdür.
Teorik olarak kaynak modunda üç ark aralığı elde edilebilir:
- kısa (1 – 1,5 mm);
- uzun (3,5 – 6 mm);
- normal (2 – 3 mm).
Kısa ark yanma modu, metalin genişliği boyunca yetersiz ısınmasıyla karakterize edilir.Bu gibi durumlarda, dikişin kenarları boyunca "alttan kesme" adı verilen küçük bir çöküntü vardır. Böyle bir kusurun varlığı, kaynağın düşük kalite göstergelerini gösterir.

Uzun ark kaynağı moduna genellikle periyodik söndürme eşlik eder. Burada metalin derinlemesine hafif bir ısınması var. Ayrıca iyi dikiş kalitesinden bahsetmeye gerek yok.
Bu nedenle, acemi bir kaynakçının odaklanması gereken tek seçenek, Ld = 0,5-1,1 * De'den (Ld - ark uzunluğu; De - elektrot çapı) fazla olmaması gereken normal ark uzunluğudur.
Elektrot konumu kontrolü
Kaynak işlemi bir pozisyonda gerçekleştirilebilir elektrot ileri açı, geri açı, dik açı. Kaynakçı bu üç teknolojik yöntemden herhangi birini kullanarak farklı üretim koşullarında dikişler oluşturabilir.

Bu nedenle, “ileri açı” yöntemi geleneksel olarak, parçaların uzayda üst konumu (tavan kaynağı) koşullarında elemanları yatay ve dikey dikişlerle bağlamak için kullanılır. Aynı teknik, sabit boru bağlantılarının kaynaklanmasında veya ev yapımı bir yapı inşa edilirken başarıyla kullanılır. gaz silindirli sobalar.
Kaynakçı, elektrodu kesinlikle dik açıda (90°) tutarak, işin ulaşılması zor yerlerde yapılmasını sağlar. Son olarak “arka açı” tekniği köşe bağlantılarında yüksek kalitede kaynak yapılmasına olanak sağlar.
Elektrodu ileri açıyla monte ederken genellikle ince duvarlı metallerle çalışırlar. Elektrotun bu konumunda geniş ve sığ derinlikte bir dikiş elde edilir. Kalın duvarlı metallerde ise tam tersine “geriye açı” tekniğini kullanarak metalin yeterli derinliğe kadar ısıtılmasını sağlamaya çalışırlar.
Akım parametreleri ve elektrot hareketi
Akımın değeri ve elektrotun hareket hızı dikişin kalitesini etkileyen önemli faktörlerdir. Yüksek akımlarla kaynağa, metalin büyük bir derinliğe kadar ısıtılması eşlik eder, bu da elektrotun hareket hızını artırmanıza olanak tanır. Elektrotun akım ve hareket hızı arasında optimal bir oran olması koşuluyla, eşit ve yüksek kaliteli bir dikiş elde edilir.
Akım, elektrot ve metal kalınlığı için yazışma tablosu
| Mevcut güç, A | Elektrot çapı, mm | Metal kalınlığı, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Elektrodu belirli bir hızda hareket ettirirken ark gücünün büyüklüğü dikkate alınmalıdır. Elektrotun düşük güçte aşırı hızlı beslenmesi yeterli ısıtma sıcaklığı sağlayamayacaktır.
Sonuç olarak metalin gerekli derinliğe kaynaklanması mümkün olmayacaktır. Dikiş yüzeyde basitçe "yalan" olacak, kenarların kenarlarını zar zor "yakalayacak".

Aksine, elektrotun aşırı yavaş ilerlemesi durumunda aşırı ısınan bir atmosfer oluşacak ve bu da metalin kaynak hattında deformasyonunu tehdit edecektir. Metal elemanların ince bir yapısı varsa, güçlü bir ark metali kolayca yakacaktır.
Acemi bir kaynakçı olarak başarılı bir şekilde pratik yapabilir ve dikiş yapma becerilerinizi geliştirebilirsiniz. deneme amaçlı soba imalatıgövdesinin temeli metal bir borudur.Yararlı bilgileri okumanızı öneririz.
Yeni başlayan bir kaynakçı için talimatlar
Kaynak işi ancak uygun ekipman kullanıldığında yapılabilir.
Standart kit şunları içerir:
- Yanmaz, dayanıklı, sağlam malzemelerden yapılmış ceket, pantolon, eldiven, ayakkabı.
- Başın arkasını tamamen kaplayan başlık.
- Yüz ve gözler için özel koruyucu maske.
Kaynak yapmak için elektrik kısmı güvenilir bir mahfaza ile kapatılmış bir çalışma cihazı kullanmalısınız. Cihaz içerisinde yer alan elektrik kablolarının izolasyonunun tam olması ve cihazın elektriksel özelliklerine uygun olması gerekmektedir.
Kaynakçının yeri bir çalışma masası, ışık kaynakları, topraklama barası, elektrik çarpmasına karşı koruma araçları ve yangın söndürme ekipmanı ile donatılmalıdır.
Ve çalışmaya başlamadan önce dikkatlice incelemelisiniz elektrikli kaynak kuralları, bağlantı kurmaya yönelik yöntemleri ve seçenekleri göz önünde bulundurun ve inceleyin.
Konuyla ilgili sonuçlar ve faydalı videolar
Sizi bir video kaynak atölyesini izlemeye davet ediyoruz: yatay ve dikey dikişlerin nasıl kaynak yapılacağı:
Nitelikli bir kaynakçı olmanız şart değildir ancak kaynak tekniklerinde yeterlilik arzu edilir. Mevcut kaynak becerileri sayesinde, kişi çeşitli ev projelerini uygulama konusunda daha fazla fırsata sahiptir.
İsterseniz her zaman teknolojiyi inceleyebilirsiniz ve pratik deneyim, iş yapma tekniğinde yüksek düzeyde ustalaşmanıza yardımcı olacaktır.
Kaynak yapma konusundaki kendi deneyiminizden bahsetmek ister misiniz? Makalede verilmeyen sürecin inceliklerini biliyor musunuz? Lütfen aşağıdaki bloğa yorumlarınızı yazın.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}