Yeni başlayanlar için elektrik kaynağı: kaynak işinin nüansları ve ana hataların analizi
Bir dairenin ve özellikle özel bir evin düzenli bakım ve onarım çalışmalarına ihtiyacı vardır.Bir ev tamircisi, birçok farklı görevi yerine getirebilecek bir genel uzman olmalıdır. Bu nedenle ustalar mümkün olduğu kadar çok teknolojiye hakim olmak isterler.
En çok aranan becerilerden biri kaynak işi yapabilme yeteneğidir. Uygulama, elektrikli kaynağın yeni başlayanlar için en uygun olduğunu gösteriyor - teknoloji basit ve nasıl kullanılacağını öğrenmek isteyen herkes için erişilebilir. Yönteme hakim olmaya başlamadan önce konunun teorik yönlerine aşina olmalısınız, öyle değil mi?
Gerekli tüm bilgiler makalemizde ayrıntılı olarak anlatılmıştır. Elektrikli kaynağın çalışma prensibini anlattık ve evde çalışmak için hangi cihazın en iyi seçileceğini belirttik. Ek olarak makale, kaynak parçaları için adım adım bir teknoloji, dikiş yapma yöntemleri sağlar ve ayrıca bağlantılardaki olası kusurları listeler.
Makalenin içeriği:
Elektrik kaynağı nedir?
Elektrik, metalleri ısıtmak ve daha sonra eritmek için bir elektrik arkının kullanıldığı kaynak yöntemlerinden biridir. İkincisinin sıcaklığı, çoğu metalin erime noktasından çok daha yüksek olan 7000°C'ye ulaşır.
Elektrikli kaynak işlemi şu şekilde ilerler. Bir elektrik arkı oluşturmak ve sürdürmek için kaynak cihazından elektroda akım verilir.

Elektrot çubuğu kaynak yapılacak yüzeye temas ettiğinde kaynak akımı akar. Etkisi ve elektrik arkının etkisi altında, kaynak yapılan elemanların elektrot ve metal kenarları erimeye başlar. Kaynakçıların dediği gibi eriyikten, erimiş elektrotun ana metal ile karıştırıldığı bir kaynak havuzu oluşturulur.
Erimiş cüruf, koruyucu bir film oluşturan banyonun yüzeyine doğru yüzer. Ark kapatıldıktan sonra metal yavaş yavaş soğuyarak kireçle kaplı bir dikiş oluşturur. Malzeme tamamen soğuduktan sonra temizlenir.
Kaynak için sarf malzemesi olmayan ve sarf malzemesi elektrotları kullanılabilir. İlk durumda, bir kaynak dikişi oluşturmak için eriyik içine dolgu teli eklenir, ikinci durumda buna gerek yoktur. Bir elektrik arkını oluşturmak ve daha sonra sürdürmek için özel ekipman kullanılır.
Çok çeşitli işleri gerçekleştirmek için ev koşullarında kaynak alanında beceriler gereklidir:
Evde kaynak yapmak için neye ihtiyacınız var?
İşi gerçekleştirmek için öncelikle bir kaynak makinesine ihtiyacınız olacak. Bunun birkaç çeşidi var.
Hangisini tercih edeceğimize karar verelim.
- Kaynak jeneratörü. Ayırt edici bir özellik, elektrik enerjisi üretme ve onu bir ark oluşturmak için kullanma yeteneğidir. Güncel kaynağın olmadığı yerlerde faydalı olacaktır. Etkileyici boyutlara sahip olduğundan kullanımı pek uygun değildir.
- Kaynak transformatörü. Cihaz, şebekeden sağlanan alternatif voltajı, kaynak için gerekli olan farklı frekanstaki alternatif voltaja dönüştürür. Cihazların kullanımı kolaydır ancak önemli boyutlara sahiptir ve şebeke voltajındaki olası dalgalanmalara olumsuz tepki verir.
- Kaynak redresörü. Şebekeden sağlanan voltajı, bir elektrik arkı oluşturmak için gerekli olan doğru akıma dönüştüren bir cihaz. Kompakt ve yüksek verimlidirler.
Evde çalışmak için invertör tipi bir doğrultucu tercih edilir. Bunlara genellikle basit invertörler denir. Ekipman çok kompakt boyutlara sahiptir. Çalışırken omuza asılır. Cihazın çalışma prensibi oldukça basittir.
Yüksek frekanslı akımı doğru akıma dönüştürür. Bu tip akımla çalışmak en yüksek kalitede kaynak yapılmasını sağlar.

İnvertörler ekonomiktir ve ev ağından çalışır. Ayrıca yeni başlayanların onlarla çalışması daha iyidir. Kullanımı son derece kolaydır ve stabil bir ark sağlarlar.
İnvertörlerin dezavantajları arasında diğer cihazlara göre daha yüksek maliyet, toza, neme karşı hassasiyet ve güç dalgalanmaları sayılabilir. Evde kaynak yapmak için invertör seçerken kaynak akımı değerlerinin aralığına dikkat edin. Minimum değer 160-200 A'dır.
Ekipmanın ek özellikleri, yeni başlayan birinin işini kolaylaştırabilir.
Bu hoş "bonuslar" arasında şunu belirtmekte fayda var:
- Sıcak Başlangıç - bu, kaynak arkının ateşlendiği anda sağlanan başlangıç akımında bir artış anlamına gelir. Bu, arkın etkinleştirilmesini çok daha kolay hale getirir.
- Yapışmaz — elektrot çubuğunun sıkışması durumunda kaynak akımını otomatik olarak azaltır. Bu, çıkarmayı kolaylaştırır.
- Ark Kuvveti - elektrot iş parçasına çok hızlı getirilirse kaynak akımı artar. Bu durumda yapışma meydana gelmez.
Her türlü kaynak makinesine ek olarak elektrotlara da ihtiyacınız olacaktır. Kaynak yapılan malzemenin türünü gösteren özel bir tablo kullanarak markanızı seçmek en iyisidir.
Ayrıca bir kaynak kaskına da ihtiyacınız olacak. En iyisi kafaya takılandır. Elde tutulması gereken modeller son derece sakıncalıdır.

Maske basit renkli bir cama veya "bukalemun" adı verilen bir şeye sahip olabilir. İkinci seçenek tercih edilir, çünkü bir yay göründüğünde cam otomatik olarak kararır.
Sadece sıçramalardan ve ultraviyole radyasyondan koruyan özel giysilerle çalışmak gerekir. Bu kalın pamuklu tulumlar, botlar veya çizmeler, kanvas veya lastik eldivenler olabilir.
Sizin için makale: Kaynakçılar için en iyi 10 maske: inceleme, fotoğraf, fiyat. TOP 10 en iyi kaynak elektrotları.
Elektrikli kaynak teknolojisi
Deneyimli kaynakçıların rehberliğinde elektrikli kaynak kullanarak parçaların nasıl düzgün şekilde kaynaklanacağını öğrenmek daha iyidir. Herhangi bir nedenle bu işe yaramazsa, kendiniz deneyebilirsiniz. Öncelikle iş yerinizi uygun şekilde organize etmeniz gerekir. Kaynak yüksek sıcaklıklı ve dolayısıyla yangın tehlikesi olan bir işlem olduğundan bu çok önemlidir.
Çalışmak için yanıcı olmayan malzemeden yapılmış bir tezgah veya başka bir taban seçmeniz gerekir. Ahşap masa ve benzeri ürünler kesinlikle yasaktır. Kaynak yapılacak yerin yakınında yanıcı cisimlerin bulunmaması tavsiye edilir.
Olası yangınları önlemek için yakınınıza bir kova su koymayı unutmayın. Ayrıca kullanılmış elektrot kalıntılarının saklanacağı güvenli bir yer belirlemeniz gerekir. En küçüğü bile yangına neden olabilir.

İlk bağımsız dikişler için gereksiz bir metal parçası hazırlamanız ve bunun için elektrotları seçmeniz gerekir. Uzmanlar bu gibi durumlarda 3 mm'lik çubukların kullanılmasını öneriyor. Daha küçük çap, öğrenilmesi zahmetli olan ince sacların kaynaklanması için kullanılır. Daha büyük çaplı elektrotlar, yüksek güçlü ekipman gerektirir.
Dikişin bulunacağı metal alanını sıyırarak başlıyoruz. Pas veya herhangi bir kirlenme olmamalıdır.
Parça hazırlandıktan sonra elektrodu alıp kaynak makinesinin kelepçesine yerleştirin. Daha sonra “topraklama” kelepçesini alıp parçaya sıkıca tutturuyoruz. Kabloyu tekrar kontrol edelim. Tutucuya sıkıştırılmalı ve iyi yalıtılmalıdır.
Şimdi kaynak makinesinin çalışma akımı gücünü seçmeniz gerekiyor. Elektrotun çapına göre seçilir. Seçilen gücü kaynak ekipmanının panelinde ayarlıyoruz.
Bir sonraki adım arkı ateşlemektir. Bunu yapmak için, elektrodu parçaya yaklaşık 60° açıyla getirmeniz ve taban boyunca çok yavaş hareket ettirmeniz gerekir. Kıvılcımlar görünmelidir. Bu olur olmaz, parçaya elektrotla hafifçe dokunun ve hemen 5 mm'den fazla olmayan bir yüksekliğe kaldırın.

Şu anda, tüm işlem boyunca sürdürülmesi gereken bir ark yanıp sönüyor. Uzunluğu 3-5 mm olmalıdır. Bu, elektrodun ucu ile iş parçası arasındaki mesafedir.
Arkı çalışır durumda tutarken, çalışma sırasında elektrotun yandığını ve kısaldığını hatırlamanız gerekir. Elektrot iş parçasına çok yaklaşırsa yapışma meydana gelebilir. Bu durumda hafifçe yana sallamanız gerekir. Ark ilk seferde tutuşmayabilir. Belki yeterli akım yoktur, o zaman arttırılması gerekir.
Acemi kaynakçı arkı ateşlemeyi ve çalışır durumda tutmayı öğrendikten sonra, boncuğu kaynaklamaya başlayabilirsiniz. Bu, tüm operasyonların en basitidir.Arkı yakıyoruz ve elektrodu gelecekteki dikiş boyunca çok düzgün ve dikkatli bir şekilde hareket ettirmeye başlıyoruz.
Aynı zamanda küçük genlikli, hilale benzeyen salınım hareketleri gerçekleştiriyoruz. Erimiş metali arkın merkezine doğru "tırmıklıyor" gibiyiz. Bu şekilde ruloya benzeyen düzgün bir dikiş elde etmelisiniz. Üzerinde küçük dalga benzeri metal sarkmalar olacaktır. Dikiş soğuduktan sonra teraziyi içine vurmanız gerekir.
Ark kaynağı teknikleri - kaynak yöntemleri
Yüksek kaliteli bir dikiş elde etmek için arkın nasıl korunacağını ve ardından nasıl hareket ettirileceğini öğrenmeniz gerekir. Elektrik arkının uzunluğu özellikle kaliteyi etkiler. 5 mm'den fazla ise uzun kabul edilir.
Bu durumda erimiş metalin nitrürlenmesi ve oksidasyonu meydana gelir. Damlalar halinde sıçrayarak dikişin gözenekli olmasına ve yeterince güçlü olmamasına neden olur. Ark çok kısaysa nüfuz etme eksikliği meydana gelebilir.

Kaynak yapmak için çeşitli teknikler kullanılır. Ana olanlara ayrıntılı olarak bakalım.
Seçenek #1: Alt Alın Eklemleri
Parçaları bağlamanın en yaygın ve en basit yolu. 0,8 cm'ye kadar olan metal kalınlıkları için çift taraflı kaynak kullanılır. 0,4 cm'den ince metalden yapılan bağlantılarda sadece tek taraflı kaynak yapılır.
Çalışmak için çapı metalin kalınlığına eşit olan elektrotlar seçilir. 8 mm'yi geçerse kesici kenarlarla kaynak yapılır. Bu durumda kesme açısı yaklaşık 30° olur.
Kaynak birkaç geçişte gerçekleştirilir. Yanıkları önlemek için çelik veya bakırdan yapılmış çıkarılabilir pedlerin kullanılması tavsiye edilir. İlk geçiş, 4 mm'yi geçmeyen küçük çaplı bir elektrotla gerçekleştirilir.
İlk dikişi yaparken doğruluğu ve nüfuz derinliği çok önemlidir. Uygulama sonrasında kenarların arkasında erimiş metal kalmamalıdır.
İkinci ve sonraki tüm geçişler için daha büyük çaplı elektrot çubukları kullanılır. Kenarlar arasında oluşan girintinin yüksek kalitede doldurulması için seçilirler.
Boşlukları erimiş metalle tamamen doldurmak için elektrot, sanki elektrotu bir yandan diğer yana sallıyormuş gibi salınım hareketleri gerçekleştirerek dikiş boyunca yavaşça hareket ettirilir.
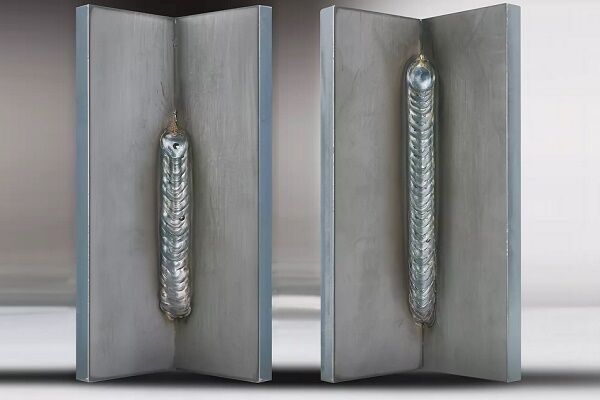
Seçenek #2: Alt Köşe Birleşimleri
Deneyimli kaynakçılar, köşelerin "teknede" kaynaklanmasıyla iyi sonuçlar elde edilebileceğini iddia ediyor. Bu, bağlanacak parçaların 45° veya başka bir açıyla monte edildiği anlamına gelir.
Bu, ürün duvarlarına en yüksek kalitede nüfuz edilmesini sağlar ve alttan kesme ve nüfuz edememe tehlikesi azalır. Bu kaynak yöntemi, büyük kesitli dikişlerin tek geçişte kaynaklanmasına olanak tanır.

İki tür tekne kaynağı vardır - simetrik ve asimetrik:
- Parçaların eğimi 45°. Duvarlardan birinin sarkması veya alttan kesilmesi olasılığı minimumdur. Ters ve direkt polaritenin kaynağı maksimum akım değerlerinde gerçekleştirilir. Ters polarite kaynağı yaparken elektrik arkının uzunluğu minimum düzeyde olmalıdır.
- Parçaların 60° veya 30° açıyla eğilmesi - asimetrik “tekne”. Elektrotun hareket genliği küçük olduğundan, ulaşılması zor yerlerde çalışma yapılıyorsa bu seçenek çok kullanışlıdır. Kaynakçı, arkı dikişin en köküne yönlendirir ve gelecekteki dikişin sınırlarını aşmamasına dikkat edilmelidir. Ayrıca tek geçişte çok fazla metal bırakılmasına da izin verilmez.
Köşe bağlantıları T tipi olabilir, bu nedenle birkaç geçişte elektrik kaynağı kullanarak metalin doğru ve hatasız olarak nasıl kaynaklanacağını öğrenmeniz gerekir.
Tek paso kullanımı yalnızca kenarları 45° açı oluşturan basit yapıların köşe kaynağında kaynaklanması sırasında mümkündür. Bu durumda elektrotun çapı metalin kalınlığını 0,15-0,3 cm'den fazla aşamaz.
Standart çok pasolu T kaynağı aşağıdaki şekilde yapılır. İlk geçiş için, sonraki geçişler için seçilenlerden daha büyük çaplı bir elektrot alınır.Örneğin boyutları 0,4 ila 0,6 cm arasında değişen bir elektrot kullanılır.

Kaynak, enine salınım hareketleri olmadan sorunsuz bir şekilde gerçekleştirilir. Diğer geçişleri gerçekleştirirken mutlaka gerçekleştirilirler. Titreşim genliğinin izin verilen dikiş genişliği dahilinde olması önemlidir.
Bir başka önemli nokta. Köşe bağlantısında T kaynağı yapılırken, elektrik arkı daima yatay olarak konumlandırılmış bir rafta ateşlenmelidir.
Köşelerin elektrik kaynağını kendi ellerinizle yaparken, üst üste binme tipi bağlantı kullanabilirsiniz. Bu durumda kaynak yapılacak parçalar üst üste gelecek şekilde yerleştirilir. Direkt kutup kaynağı sırasında ark kısa olmalı, ters kutup kaynağı sırasında ise mümkün olduğu kadar kısa olmalıdır. Yayı tam olarak bağlantının köküne yönlendirin.
Kaynak işlemi sırasında elektrotla küçük genlikli ileri geri hareketler yapmak gerekir. Bu, tüm eklem alanının eşit şekilde ısıtılmasını sağlayacaktır. Bu durumda kaynak havuzu eşit şekilde doldurulacak ve dikiş dışbükey ve tam boyutlu olacaktır.
Seçenek #3: dikey dikişler
Dikey olarak yönlendirilen dikişler yalnızca kısa bir yay ile yapılır. Bu durumda çalışma akımı, parçaların alt konumda kaynaklanmasına göre %10 - %20 daha az olmalıdır. Bu gereklilikleri açıklamak kolaydır.
Daha düşük bir akım gücü, erimiş sıvı metalin kaynak havuzundan akmayacağı anlamına gelir. Daha küçük bir arkın kullanımı daha uygundur.

Deneyimli kaynakçılar dikey dikişleri aşağıdan yukarıya doğru kaynak yapmayı tercih ederler. Ark, gelecekteki dikişin en alt noktasında ateşe verilir. Bundan sonra boyutları gelecekteki dikişin kesitine karşılık gelen küçük bir yatay platform hazırlanır.
Daha sonra elektrot çubuğunu yavaşça yukarı hareket ettirin. Bu durumda bağlantı boyunca hareketlerin yapılması gerekir.
Balıksırtı, köşe veya hilal şeklinde olabilirler. Son seçenek uygulanması en kolay olanıdır. Ayrıca elektrotun doğru pozisyonunu korumak da önemlidir. Teorik olarak, çubuğun dikişe dik, yani yatay olarak konumlandırılması durumunda penetrasyon en iyi şekilde sağlanır.
Alın kaynakları aşağıdaki kriterlerle karakterize edilir:
Uygulama, elektrot çubuğunun bu konumunda sıvı metalin dikişten aşağı aktığını göstermektedir. Bunu önlemek için çubuğun eğim açısı 45°-50° aralığında seçilir. Bu dikey kaynak için en uygun seçenektir. Parçaları aşağıdan yukarıya doğru kaynaklamak için çapı 0,4 cm'yi aşmayan elektrotları seçin.
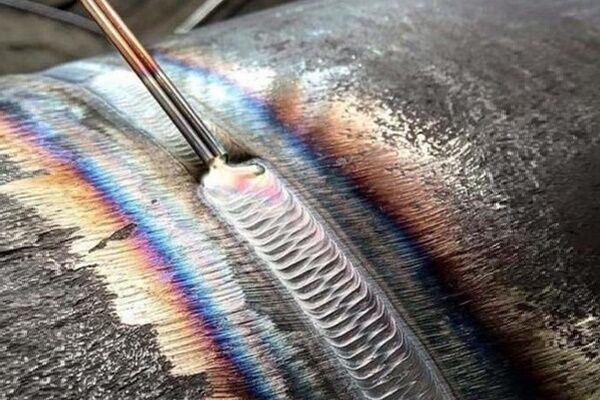
Seçenek #4: Boru Hattı Ayrıntıları
Evde, metal bir borunun nasıl elektrikle kaynaklanacağını sık sık hatırlamanız gerekir. Genellikle parçanın yan tarafında dikey bir dikiş ve çevre boyunca yatay bir dikiş yapılır. Çelik borular alın kaynaklı. Tüm kenarları iyice kaynatılmalıdır.
Boru içindeki sarkmanın minimum düzeyde olmasını sağlamak için elektrot ürüne 45°'yi geçmeyecek bir açıyla getirilir. Dikiş genişliği 0,6-0,8 cm, yüksekliği 0,2-0,3 cm olmalıdır.

Kaynak işine başlamadan önce birleştirilecek parçalar iyice temizlenir. Borunun uçları kontrol edilir. Deforme olmuşlarsa düzleştirilir veya boru kesici kullanarak kesin. Daha sonra parçaların kenarları, kenardan en az 1 cm mesafede metalik bir parlaklığa kadar içten ve dıştan temizlenir. Daha sonra kaynak yapmaya başlayın.
Birleşim yeri tamamen kaynaklanıncaya kadar kesintisiz kaynak yapılır. Duvarları 0,6 mm genişliğe kadar olan boruların dönmeyen bağlantıları için, duvarları 0,6 ila 1,2 cm genişliğinde olan ürünler için iki kaynak geçişi - üç geçiş, duvarları 1,9 cm'den geniş parçalar için - dört geçiş yapılır.
Bu durumda, sonraki her dikiş ancak ölçek bir öncekinden çıkarıldıktan sonra uygulanır.
İlk dikişin kalitesi çok önemlidir.İşlem sırasında tüm küt ve kenarların tamamen erimesi gerekmektedir. En küçük çatlaklar bile olmamalıdır. Varsa eritilir veya kesilir. Bundan sonra parça tekrar kaynak yapılır. Döner boruların kaynağı da aynı şekilde yapılır.
Kaynak bağlantılarında ve dikişlerinde olası kusurlar
Elektrikli kaynak karmaşık bir süreçtir ve her zaman her şey yolunda gitmez.
Operasyonel hataların bir sonucu olarak dikişlerde ve bağlantılarda aşağıdakiler de dahil olmak üzere çeşitli kusurlar oluşabilir:
- Kraterler. Kaynak dikişinde küçük çöküntüler. Kırık bir yay veya dikişin son parçasının uygulanmasındaki bir hata sonucu ortaya çıkabilirler.
- Gözenekler. Parçaların kenarlarının pas, yağ vb. ile kirlenmesi sonucu kaynak dikişi gözenekli hale gelir. Ayrıca dikişin çok hızlı soğutulması, yüksek kaynak hızları ve kurumamış elektrotlarla çalışılması durumunda gözeneklilik ortaya çıkabilir.
- Alttan kesmeler. Dikiş boncuğunun her iki tarafında küçük girintilere benziyorlar. Köşe bağlantılarını kaynak yaparken elektrotlar dikey duvar yönünde yer değiştirdiğinde ortaya çıkar. Ayrıca uzun ark ile çalışırken veya kaynak akımı çok yüksek olduğunda alttan kesmeler meydana gelir.
- Cüruf kalıntıları. Kaynak boncuğunun içinde cüruf parçaları var. Bu, kenarların kirli olması, kaynak hızının yüksek olması veya kaynak akımının çok düşük olması durumunda meydana gelebilir.
Bunlar en yaygın kaynak kusurlarıdır, ancak başkaları da olabilir.
Elektrik kaynağı kullanarak dikey ve yatay dikişlerin kaynaklanmasına ilişkin ek bilgi, Bu makale.
Konuyla ilgili sonuçlar ve faydalı videolar
Boru kaynağının özellikleri:
Doğru kaynak invertörü nasıl seçilir:
İstenirse, herhangi bir ev ustası kaynağın temellerine hakim olabilir. O kadar da zor değil. Sabır, doğruluk ve elbette tüm talimatların tam olarak uygulanmasını gerektirecektir. Yeni bir beceriye hakim olma süreci deneyimli bir uzmanın rehberliğinde gerçekleşirse her şey çok daha kolay olacaktır.
Parçaları elektrik kaynağı kullanarak bağlama konusunda kişisel deneyiminiz var mı? Birikmiş bilginizi paylaşmak veya konu hakkında soru sormak mı istiyorsunuz? Lütfen yorum bırakın ve tartışmalara katılın; geri bildirim formu aşağıda yer almaktadır.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Teşekkür ederim! Kendim için birçok yararlı şey öğrendim. Kare borular 90 açıyla düzgün şekilde nasıl kaynak yapılır?
Özellikle deliciler için faydalı bir video olduğunu düşünüyorum.
Teşekkür ederim! Okuması çok ilginçti.
bilgi için teşekkürler
Tünaydın Dışarıdan herhangi bir temsilci olmadan sorduğum için özür dilerim, ancak başka seçenek yok…. Lütfen soruya cevap ver. Kaynak işlerinde ve konseptlerde - sıfırı tamamlayın. Ama zaman öyle ki her şeyi üstlenmeniz gerekiyor. İnce (1 - 2 mm) demirli metalin kaynaklanmasına ihtiyaç vardı. Bağışlanan İtalyan mucizesi Deca STARFLUX 130AC uzun süredir ortalıkta dolaşıyor. Doğrudan transformatörden özlü tele çıkış... Bu normal mi? Nasıl doğru çalışmalılar? Teşekkür ederim….