Metal-plastik boruların basınç testi: işin yapılmasının prosedürü ve nüansları
Geleneksel çelik borulara başarılı bir alternatif, metal-plastikten üretilen teknolojik ürünlerdir. Sıhhi tesisat endüstrisinde özellikle popülerlik kazandı.Metal-plastik, basınçlı iletişimin, basınçsız sıcak ve soğuk su besleme devrelerinin ve ısıtma sistemlerinin montajında ve onarımında kullanılır.
Bağlantıları oluşturmak için basit ve erişilebilir bir yöntem kullanılır - metal-plastik boruların kıvrılması. Size bu işin nasıl yapıldığını, bağımsız bir tesisatçının sistemleri oluşturmak veya geri yüklemek için hangi araçlara ihtiyaç duyacağını anlatacağız. Önerilerimiz en yüksek kalitede sonuçlara ulaşmanıza yardımcı olacaktır.
Makalenin içeriği:
Sıkma: geniş anlamda bir kavram
Metal-plastik hortumlarla ilgili "basınç testi" kavramı, kelimenin geniş anlamıyla dikkate alınmalıdır. Örneğin, basınç testi sıklıkla hidrolik veya pnömatik olarak gerçekleştirilen standart testleri ifade eder.
Ancak modern uygulama, "basınç testi" teriminin aynı zamanda bir bağlantı parçası ve metal-plastik bir boruyu bağlama prosedürüne de oldukça mantıklı bir şekilde uyduğunu göstermektedir. Bu tür bağlantı, özel bir alet (pres pensesi) kullanılarak elektrikli sıkma teknolojisi kullanılarak yapılır.

Kurulum koşullarından ve kullanılan teknolojilerden bağımsız olarak, metal-plastik borulara dayalı su temini veya diğer iletişimlerin kurulumuna sızdırmazlık ve dayanıklılık testleri eşlik eder.

Genellikle, test süreci hidrolik olarak gerçekleştirilir. Ancak pnömatik yöntemi kullanarak test yapma olasılığı göz ardı edilmemektedir.
Metal-plastik kıvırma yöntemleri
Hidrolik yöntem, metal-plastik boruların suyla doldurulmasını ve ardından basıncın ayarlanan değerlere yükseltilmesini içerir. Testler, kurulu otoyolun tamamını veya yalnızca belirli bölümlerini etkileyebilir.
Pnömatik yöntemde su yerine basınçlı hava kullanılır. Bu sıkma yönteminin, hidrolik seçeneğe kıyasla daha az etkili ve daha tehlikeli olduğu düşünülmektedir. Ve metal veya metal-plastik boruların test edilmesinin bir önemi yoktur.
Seçenek #1: hidrolik
İşlem, çelik su şebekelerinde kullanılan standart versiyondan farklı değildir. Tek uyarı, plastik borular için çalışma basınçlarının metal ürünler için kabul edilenlerden daha düşük olmasıdır.
Buna göre test basıncı, aşağıdaki formüle göre plastik için standart çalışma basıncı ayarları dikkate alınarak hesaplanır:
Ri = Ррп * 1,5,
Burada Ri test basıncıdır; Ррп – plastik bir borunun çalışma basıncı.
Boru hattı içindeki su sıcaklığına 5 - 40ºС pozitif değerler dahilinde izin verilir.
Prosedürün ilerleyişi:
- Test alanını hazırlayın (musluklar, fişler takın).
- Hattın farklı noktalarına 2 adet basınç göstergesi takın.
- Boru hattının üst seviyesine bir havalandırma deliği takın.
- Su pompasını hattın alt seviyesine bağlayın.
- Hattı alt seviyeden üst seviyeye kadar su kaynağıyla doldurun.
- Sistemdeki havayı boşaltmak için havalandırma deliğini açın.
Karayolunun içinde metal-plastik borular Ani sıçramalar dışında basınç yavaş yavaş artırılmalıdır. Bu tür basınç pompalama koşulları, manuel bir hidrolik pres ile sağlanır.

Basınç değeri çalışma seviyesine yaklaşana kadar olası sızıntıların olduğu alanların periyodik olarak görsel olarak izlenmesi önerilir.
Bu alanlar genellikle şunlardır:
- boru içi boru bağlantıları;
- boru ve bağlantı parçası arasındaki temas;
- Musluklar ve fişler için kurulum noktaları.
Metal-plastik boruların içindeki basıncın çalışma parametresini 1,5 kat aşan bir değere yükseltilmesine yalnızca test edilen hattın yakınında kimse olmadığında izin verilir.
Boru hattı içinde belirlenen test basıncı belirli bir süre korunmalıdır. Ev koşullarında kullanılmak üzere tasarlanmış metal-plastik borulardan yapılmış su temin sistemleri için minimum beş dakikalık bekleme süresi benimsenmiştir.
Kabul edilen minimum test süresi boyunca kontrol basınç göstergelerinin montaj noktalarında basınç düşüşüne izin verilmez. Kontrol cihazlarında olumsuz değişiklikler gözlendiğinde bu durum sistemin sızdırmazlığının tam olmadığını gösterir.
Basınç, çalışma değerine düşürülmeli ve metal-plastik boruların tüm bölümü boyunca olası sızıntılar açısından dikkatlice kontrol edilmelidir. Tespit edilen kusurları ortadan kaldırın ve test prosedürünü tekrarlayın.

Sızıntı testleri aşağıdaki koşulları sağladıklarında geçilir:
- görsel olarak hiçbir sızıntı tespit edilmedi;
- görsel olarak hiçbir boru duvarı kırılması tespit edilmedi;
- beş dakika boyunca kontrol basınç göstergeleri üzerindeki basınçta herhangi bir değişiklik olmadı;
- boru hatlarında gözle görülür herhangi bir deformasyon yoktur.
Bu arada şunu açıklığa kavuşturmak gerekir: Zaman gecikmesi beş dakikalık bir aralığı aşarsa, metal-plastik boruların içindeki suyun sıcaklığındaki doğal değişiklik nedeniyle test basıncında hafif bir düşüşe izin verilir.
Seçenek #2: pnömatik
Herhangi bir nedenden dolayı hidrolik basınç testi yapmak mümkün değilse, bir alternatife izin verilir - pnömatik test.
Pnömatik test yöntemi, sızıntıları kontrol etmenin biraz farklı bir yöntemiyle farklılık gösterir, ancak genel olarak pratik olarak hidrolik yöntemi tekrarlar. Bu teknoloji borularda çok sık kullanılmaz, ancak genleşme tankları, kazanlar, ısı eşanjörleri vb. gibi bireysel cihazların sıkılmasında yaygın olarak kullanılır.

Pnömatik basınç testi altında sızıntıları tespit etmek için genellikle sabunlu bir çözelti kullanılır. Montajı yapılan hat Pu = Ppp * 1,15 basınç altında hava ile doldurulur ve olası sızıntı alanları sabunlu solüsyonla sulanır. Havanın tahliyesi kabarcıkların şişmesiyle belirlenir.
Bu test tekniği, küçük sızıntıları bile görsel olarak tespit etmenizi sağlar. Ancak görsel gözlem için ulaşılması zor yerlerdeki sızıntıların varlığını kontrol etmek denetçi için oldukça zordur.
Pnömatik test yöntemi bağlantıların sıkılığını test etmek için oldukça uygundur. metal-plastik boru bağlantı parçaları veya “boru içinde boru” şemasına göre. Ancak bir boru hattı sisteminin gücünü test etmeniz gerektiğinde, bu yöntemin kesinlikle en iyisi olmadığı açıktır. Burada hidrolik testlere başvurmak gerekir.
Bağlantı yöntemi olarak sıkma
Metal-plastik boruların döşenmesi uygulaması, her türlü bağlantının yapılmasına uygun çeşitli yöntemlerin kullanılmasıyla dikkat çekmektedir:
- lehimleme;
- ceviz;
- sıkma
Üçünün son yöntemi, metal-plastik boruyu bağlantı parçasıyla birleştiği alanda tam olarak kıvırmaktır.

Bu tür bir sıkma tekniği, profesyonel olmayan bir tesisatçı tarafından bile gerçekleştirilebilecek basit eylemlerle ayırt edilir. Tek uyarı, işin sözde gerektirmesidir. basın çeneleri – güvenilir bir kıvrımlı bağlantı oluşturan özel bir alet.
Genel olarak, sıkma tekniğini kullanarak iş yapmak için aşağıdaki araç seti gereklidir:
- metal-plastik borular için boru kesici;
- kalibratör, genişletici, pah işlemcisi;
- maşa basın.
Boru kesici, boruyu deforme etmeden ve dik açıyla belirli bir boyutta eşit bir kesim sağlar. Bir kalibratör ve pah işlemcisi kullanılarak metal-plastik hortumun uç kısmı, bağlantı parçasıyla daha sonra bağlantı için hazırlanır.
Bazen iş için bir genişleticiye ihtiyaç vardır. Pres çeneleri bu süreçte özel bir yer tutar. Bu aracın yardımıyla hazırlanan bağlantının kıvrılması sağlanır.
Metal-plastik boru hatlarının montajında, kıvrımlı ve sıkıştırmalı (diğer adıyla dişli) bağlantı parçaları kullanılır, bunların kurulum adımları büyük ölçüde benzerdir:
Metal-plastik bir boru nasıl kıvrılır
Metal-plastik bir boruyu bir bağlantı parçasıyla bağlamak için sıkma prosedürü aşağıdaki eylem sırasını içerir:
- Metal-plastik bir borunun boyutuna göre kesilmesi.
- Uç kısımlarının kalibrasyonunun yapılması.
- İç yarıçap boyunca pah kırma.
Daha sonra borunun ucuna kıvrımlı manşon takılır.

Bu aşamalardan sonra, bağlantı parçasının bağlantı parçası, krimp manşonun bulunduğu uçtan metal-plastik borunun içine sokulur. Kıvrım manşonunu boru gövdesi boyunca hareket ettirin ve bağlantı parçasına paralel olarak takın. Metal-plastik boru hattının montajında pres bağlantı parçalarıyla çalışma kuralları burada verilen Yararlı bilgileri okumanızı öneririz.
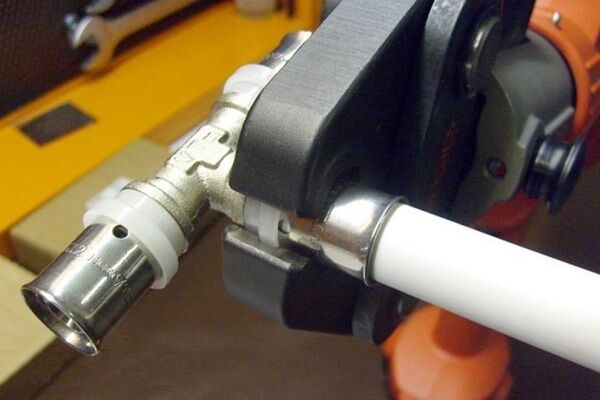
İşlenen boru hattının çapına karşılık gelen ekipmanla desteklenen bağlantı alanına pres pensesi uygulayın. Aletin saplarını durana kadar sıkın.

Bu tür eylemler, el aletleri kullanılarak sıkma işleminin gerçekleştirilmesi için tipiktir. Bu arada, manuel sıkma işlemine ek olarak elektrikli, hidrolik ve pnömatik cihazlar da bulunmaktadır.
Bu tasarım seçenekleri genellikle günlük yaşamda nadiren kullanılır. Amaçları endüstriyel üretim sektörüdür. Konfigürasyon olarak manuel modellerden de çok farklıdırlar.
Pres çeneleriyle çalışırken bazı özelliklere dikkat etmek önemlidir. Yalnızca bir defalık sıkma işlemine her zaman izin verilir. Herhangi bir nedenden dolayı ilk seferde yüksek kaliteli bir kıvırma işlemi gerçekleştiremediyseniz, işlemi tekrarlamaya çalışmamalısınız. Arızalı kıvrım çıkarılmalı ve önce sıkma işlemi gerçekleştirilmelidir.
Sıkma işleminin avantajları ve dezavantajları
Değerlendirme metal-plastik boruların bağlantısıPres çeneleri kullanılarak yapılan avantajları ve dezavantajları not etmek mümkün değildir.

Hem biri hem de diğeri, bu özel yöntemin uygun olduğu koşulları belirler.
Belirtilen faydaların listesi aşağıdaki gibidir:
- gözetimsiz bir bağlantı oluşturulur;
- Yüksek çalışma basınçlarına uygun tasarım;
- yüksek mekanik mukavemet;
- uzun servis ömrü;
- kolay, basit ve hızlı kurulum.
Uzmanlar, mevcut eksiklikler açısından bazı faktörleri de tespit ediyor ve bunları genellikle bakım veya kurulum kriterleriyle ilişkilendiriyor:
- kalıcı bir bağlantı oluşturulur;
- Özel bir alet (pres pensesi) gereklidir.
Dezavantajı ise her sıkma hatasının tüm işi sıfıra indirmesidir.

Bu dezavantajlara ek olarak, ana aletin yüksek maliyetini de ekleyebilirsiniz - maşa presi.
Doğru, yaşam koşullarına manuel adaptasyon, otomatik tasarımlar kadar pahalı değil. Ancak bu durumda bile, araca olan ihtiyaç aslında tek seferlik olduğu için satın almak karlı değildir.
Konuyla ilgili sonuçlar ve faydalı videolar
Videodan mekanik pres penseleriyle nasıl çalışılacağını, yani metal-plastik boru bağlantı parçalarının nasıl kıvrılacağını öğrenebilirsiniz.
Metal-plastik boruların, sıcaklığı +10ºС'den düşük olmayan çevre koşullarında sıkma yöntemi kullanılarak monte edilmesi tavsiye edilir. Satın alınan malzemenin (boruların) en az 24 saat yeni koşullarda saklanması ve ancak bundan sonra kuruluma başlanması tavsiye edilir.
Kurulu su besleme sistemi, hidrolik ve pnömatik testlerle sızdırmazlık ve dayanıklılık açısından test edilmelidir.
Metal-plastik borularla çalışma ve bağlantılarını yapma tecrübeniz var mı? Bu eseri üretmenin yazıda yer almayan teknolojik inceliklerini biliyor musunuz? Lütfen aşağıdaki blok formuna yorumlarınızı yazın, sorular sorun, fotoğraf yayınlayın.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Gerekli aletlere sahipseniz (özel bir boru kesici ve pres pensesi), metal-plastik boruların kıvrılmasını gerçekleştirmek büyük bir sorun değildir ve kendiniz yapmak oldukça kolaydır. Bir şey net değilse, internette dolu olan birkaç videoyu izleyin. Başka bir şey de herkesin bu araca sahip olmaması ve ucuz olmamasıdır.
Evet, eğer profesyonelce yapmıyorsanız bunları satın almanın bir anlamı yok. Bu pres maşalarını yeni kiraladım, artık bunu yapabileceğiniz birçok firma var.
Merhaba. Boru yapımında kesim alanına pah yapılması gerekli midir?