Argon kaynağı nedir: doğru şekilde nasıl kullanılır, adım adım talimatlar
Argon kaynağı, metallerin birleştirilmesinde kullanılan elektrik ark yöntemi türlerinden biridir.Bir tungsten elektrot kullanılarak aktif olmayan bir gaz küresinde bir ark ateşlenir. Aynı zamanda, kaynaklı parçaların kenarları eriyerek tek bir bütün halinde güvenilir bir şekilde birleşir.
Makalenin içeriği:
Argon kaynağı - özellikler ve açıklama
Argon kaynağının karakteristik bir özelliği, elektrik ve gaz kaynağı prensiplerinin başarılı birleşimi olarak düşünülebilir. Bu kaynak tekniği mükemmel kalitede kaynaklar üretir. Dikkatlice zımparalanırlar ve tüm çalışma döngüsünün sonunda bağlantılar kesinlikle görünmez.

Süreçteki ana faktör elektrik arkıdır. Burada elektrik enerjisinin termal enerjiye geçişi meydana gelir. Yüksek termal eşik, kaynak noktasında metali eritir. Arkı düzgün bir şekilde hareket ettirirseniz malzemenin kaynaşmasını ve iş parçalarının güvenilir bir şekilde bağlanmasını sağlarsınız. Elektrodu hareket ettirerek kaynak havuzunun parametreleri ayarlanır, kaynak hızı, nüfuz derecesi, dikişin kalitesi ve genişliği ayarlanır.
Boşlukları doldurmak ve dikiş üzerine yüksek metal bir boncuk kaynaklamak için dolgu teli kullanılır. Bileşim olarak kaynak yapılan malzemeyle aynı olmalıdır. Dolgu teli erime noktasına manuel olarak beslenir.
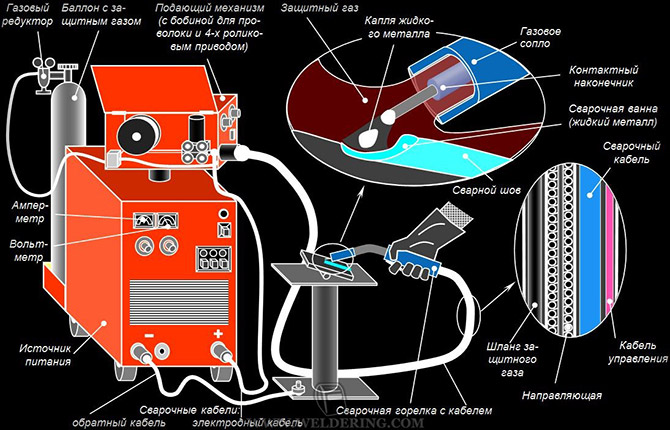
Besleme akımı kaynağı, kontrolleri, nötr gaz besleme sistemi ve brülörün bağlandığı konnektörleri olan invertör tipi bir ünitedir. Akım değişebilir, sabit veya alternatif olabilir.
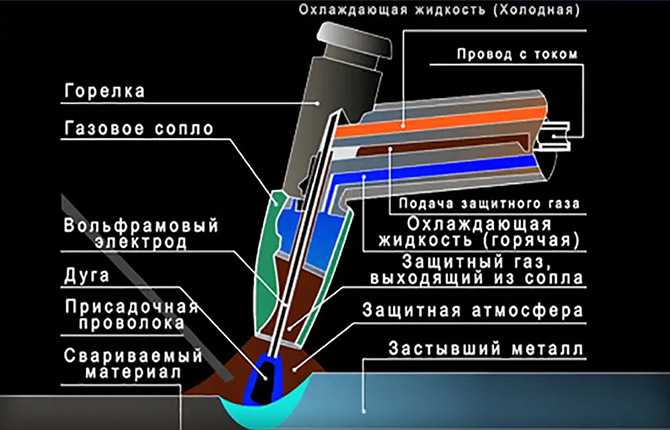
Bir argon kaynak ünitesi çalışırken, takım nozulundan ark bölgesine inert argon gazı verilir. Oksijen ve nitrojen de dahil olmak üzere atmosferik havayı kaynak havuzundan “yerinden eder”. Böylece metal dikişler kaynak sırasında güvenilir bir şekilde korunur. Sarf malzemesi olmayan bir tungsten elektrot olan arkın tabanı da korunur. Kaynak inert gaz olmadan yapılırsa tungsten oksijenin agresif etkisine maruz kalır ve yok edilir.
Atmosferdeki hava kaynak işleminin kalitesini olumsuz etkiler. Füzyon bölgesini atmosferik oksijenden korumak için inert gaz kullanılır. Yaygın uygulamada bu argondur. Helyum bu amaçla kullanılabilir ancak maliyeti çok daha yüksektir. Argonun düşük fiyatı, endüstriyel havanın oksijen ve nitrojene ayrıştırılması işleminin yalnızca bir yan ürünü olmasıyla açıklanmaktadır.
Argon arkı kaynağının avantajları:
- Estetik, yüksek mukavemetli dikiş.
- Akı veya elektrot kaplamalarına gerek yoktur.
- Her boyuttaki parçalarla çalışın.
- Bunları onarmak için parçaların hasarlı kısımlarına metal kaynak yapma imkanı.
- Kaynak yapılması zor metallerin (titanyum, dökme demir, alüminyum ve diğerleri) bağlanması.
- Diğer kaynak türlerine kıyasla minimum yayılan aerosoller.
- "Argonda" metal kesiminin kenarı ideal bir geometriye sahiptir, üzerinde oksit ve nitrür filmleri oluşmaz.
- Argon yöntemi, ince metal katmanlarını bağlamanıza ve özel kaynak işlemleri gerçekleştirmenize olanak tanır.
Dezavantajları arasında metalin argon kaynağının diğer kaynak makinelerine ve yöntemlerine göre daha yavaş olması yer almaktadır.
Argonla çalışmak insan sağlığı açısından tehlike oluşturur.Argon gazının solunması baş dönmesine neden olur, bulantı, kusma, bilinç kaybı ve hatta ölüme yol açabilir. Argon kaynağı ile çalışanlar sıklıkla baş ağrısı, kulak çınlaması, yorgunluk, sindirim sisteminde rahatsızlıklar ve nefes alma problemleri yaşarlar.
Bir kaynakçı, ozonun, radyoaktivitenin ve nitrojen oksitlerin olumsuz etkilerine maruz kaldığından, geri dönüşü olmayan bir akciğer patolojisi olan alüminoza yakalanma riskiyle karşı karşıya kalır.
Argon kaynağının sınıflandırılması
Argon kaynak teknolojisi bireysel işlevsel prensiplere göre sınıflandırılır:
- Manuel yöntem. Torç, ark torçu ve katkı maddesinin manipülasyonları bir kaynakçı tarafından manuel olarak gerçekleştirilir. Deneyimi ve nitelikleri, prosesin hızını ve kaynak parametrelerini belirler.

- Yarı otomatik. Ekipmanın dolgu telini besleme işlevi vardır. Kurulum bir tel besleme mekanizması ile donatılmıştır. Kaynakçı yalnızca argon meşalesiyle çalışır ve bir eli serbest bırakır. İş parçalarını tutmak veya açmak için kullanılabilir. Yöntem manuel yönteme göre daha verimlidir ancak kaynakçının nitelikleri çok önemlidir.
- Oto. Tel besleme ve taşıyıcının torçla hareketi, bir işçinin katılımı olmadan otomatik olarak gerçekleşir. Avantajı pürüzsüz, yüksek kaliteli kaynaklardır. Operatörün işlevleri, gerekli nüfuzun derinliği, arabanın optimum hareket hızı vb. gibi parametreleri kontrol etmek ve doğru şekilde ayarlamaktır.

Ayrıca argon kaynağı, dolgu telinin kullanılıp kullanılmamasına bakılmaksızın gerçek prosese göre farklılık gösterir.
Katkı maddesi olmadan, ince metali (2 mm'ye kadar) sıkı bir basınçla kaynak yapabilirsiniz - dikiş boyunca boşluk olmamalıdır. Daha sonra kenarlar elektrot yardımıyla eritilir ve bu metal iş parçalarının birleştirilmesi için yeterlidir.Sonuç, "pulsuz", mühürlü, ince, pürüzsüz, ayna benzeri bir dikiştir.
Doldurma teli ile pişirmek daha uzun sürer. Kaynağın türü "pulludur" ve ölçek katmanlarının sayısı doğrudan kaynak havuzuna katkı maddesi beslemesinin ritmine bağlıdır. 5 mm genişliğe kadar parçalar arasındaki boşluklar ve boşluklar yüksek kalitede eritilir ve oluklar için dışbükeylikler birleştirilir. Dolgu yöntemi 3 mm kalınlığa sahip metallerin argon kaynağında kullanılır.
Kısa bir süre önce başka bir yenilikçi argon arkı kaynak teknolojisi ortaya çıktı - robotik. Özelliği, konveyörlerdeki parçaların kaynağının robotik kompleksler tarafından yapılmasıdır. Yöntem, yüksek verimlilik ve düşük iş maliyeti ile karakterize edilir.

Dezavantajı, benzersiz ekipmanın önemli maliyeti, bakım, yazılım desteği ve robot bileşenlerinin ince ayarı için yüksek nitelikli uzmanların acilen çekilmesi ihtiyacıdır. Teknoloji büyük üretim hacimleri için tasarlanmıştır.
Argon kaynağı - hangi alet ve ekipmanlara ihtiyacınız var
Argon arkı kaynağına yönelik ekipman ve aksesuarlar 3 gruba ayrılır.
İlki şunları içerir: belirli bir işlemi gerçekleştiren özel cihazlar. Bu tür cihazlarla gerçekleştirilen argon kaynağı, büyük ölçekli sürekli üretim yapan büyük işletmelerde kullanılmaktadır.
Saniye – belirli bir kategorideki dar parça yelpazesine sahip işlemler için yapılandırılmış özel ekipman.
Üçüncü – çeşitli işlem ve malzeme türleri için kullanılan üniversal makineler. Bu, ticari olarak üretilen cihazların en popüler grubudur.Yalnızca endüstriyel amaçlar için yaygın olarak kullanılmazlar, aynı zamanda el sanatları ve "garaj" ustaları arasında da büyük talep görürler.
Üniversal argon kaynağı için ekipman seti:
- iş kıyafetleri, güvenlik ayakkabıları, kişisel koruyucu ekipmanlar;
- tüketilmeyen bir elektrotla çalışma yapmak için ünite;
- tungsten tüketilmeyen elektrotlar;
- dolgu teli;
- yüksek basınç hortumları;
- gaz silindiri;
- gaz azaltıcı;
- yardımcı alet.
Sıkıştırılmış haldeki bir gaz silindirinde gaz - argon vardır. Silindirler çeşitli gazlar için kullanılır. Farklı içerikli aynı kapların karıştırılmaması için silindirler işaretlenmiştir. Böylece ham argon, üzerinde beyaz yazı ve beyaz şerit bulunan siyah bir silindire pompalanır. Teknik argon - yine siyah bir silindirde, ancak yazı mavi, şerit mavi. Saf argon, yeşil yazıtlı ve şeritli gri bir silindirle ayırt edilir. Diğer özel teknik bilgiler de silindirlerin üzerine basılmıştır.
Her redüktör kendi gazına göre tasarlanmıştır. Redüktörün rengi gaz tüpünün rengiyle aynı olmalıdır. Ucuz bir seçenekte “siyah” bir karbondioksit azaltıcı kullanabilirsiniz. Ancak çoğu zaman argon altında rotametreli bir redüktör kurulur.
Kalitesi ve güvenilirliği nedeniyle argon için yüksek basınçlı oksijen hortumları kullanılmaktadır. İç çap 9 ila 18 mm arasında değişir. Bu yüzden doğru olanı seçmek zor olmayacak.
Argon kaynağı için akım kaynağı, çalışma sırasında yapılması gereken hedeflere ve görevlere göre seçilir.
Tungsten elektrotlar arkı ateşlemek ve sürdürmek için tasarlanmıştır. Özelliklerini ve özel safsızlıkların varlığını karakterize eden uygun işaretlere sahiptirler.
Metalin kaynak için hazırlanması için öğütücü, çeşitli metal fırçalar gibi yardımcı malzemelere ihtiyaç vardır.
Güvenlik Uyumluluğu
Argon, diğer kaynak yöntemleri gibi, güvenlik düzenlemelerine sıkı sıkıya bağlı kalmayı gerektirir. Çoğunlukla basittirler, ancak bunların uygulanması yalnızca sağlığınızı değil aynı zamanda hayatınızı da kurtarmanıza olanak tanır.
Çalışmalar özel odalarda veya kabinlerde organize edilmelidir. Bu şartların uygulanmasının mümkün olmadığı durumlarda, argon kaynağının yapılacağı yer paravanlarla çevrilmektedir. Ultraviyole ışınlarını emen çinko oksit içeren, yangına dayanıklı bir bileşimle boyanmış kontrplaktan yapılmış panellerdir. Böyle bir çitin yüksekliği 2 m'den az olamaz.
Argon kaynak ekipmanı teknolojik ölçülere uygun olarak düz bir alana monte edilir. Kaynakçının çalışma alanı egzoz ve besleme havalandırması ile donatılmalıdır. Egzoz panelleri çok etkilidir. Arktaki kirli havanın aşağı veya kaynak makinesinden uzağa pompalanması için yatay veya açılı olarak konumlandırılırlar. Bu, zararlı maddelerin işçinin solunum yoluna girmesini önler.
Başlamadan önce yapmanız gerekenler:
- Kaynakçının özel kıyafetlerinin, ayakkabılarının ve koruyucu ekipmanının iyi durumda, temiz olduğundan ve yağ veya diğer yanıcı maddelerle bulaşmadığından emin olun ve denetleyin.
- Tulumu giyerken tüm düğmeleri ilikleyin, kurdeleleri bağlayın ve ayakkabıların bağlarını bağlayın.
- Ceket ve pantolonun pilesiz giyilmesi, ceplerin kapaklarla kapatılması ve saçların başlığın altına sıkıştırılması gerekir.
- İşyerini, aydınlatmayı, kaputu kontrol edin.
- Gereksiz iş parçalarını, gereksiz öğeleri ve yanıcı malzemeleri kaldırın.
- Ekipmanı inceleyin.Güvenilir bir şekilde topraklanmalı, yüksek gerilim kontakları korunmalı ve kapatılmalı, kabloların bütünlüğü bozulmamalıdır.
- Ölçüm ve sinyal cihazlarının ve ekipman kilitleme cihazlarının çalıştığından emin olun.
- Tespit edilen eksiklikler tamamen giderilene kadar işe başlamayın.

Argon kaynağı adım adım talimatlarla doğru şekilde nasıl kullanılır?
Kaynak yapmadan önce iş parçası kir, makine yağı ve gres birikintilerinden iyice temizlenmelidir. Bu herhangi bir solventle yapılabilir. Kaynaklı parçaların kalınlığı 4 mm'yi aştığında kenar kesme gerekli olur ve argon kaynağı yalnızca alından alına yapılır.
Oksit filmlerini yok etmek için bağlantıya metal fırçalar uygulanır. Karmaşık geometriye sahip bir bağlantı açılı taşlama makinesiyle temizlenir.
Nemi gidermek için iş parçaları 150 dereceye kadar ısıtılmalıdır. Yanmayı önlemek için, ısıyı uzaklaştırmak amacıyla ince metalin altına bakır veya çelik plakalar yerleştirilir.
Katkı maddesi, kaynak yapılan kaynak boyunca yalnızca brülörün önünde hareket eder.
Arkın ateşlenmesinden kısa bir süre önce (5-7 saniye) inert gaz beslemesi açılır. Kaynak bittikten sonra gazı kapatmadan önce yine aynı süre beklemeniz gerekir.
Argon arkı kaynağıyla çalışmak için eylem sırası:
- Ekipmanı açın.
- Topraklama kablosunu kaynak masasına veya iş parçasına bağlayın.
- Gaz silindirindeki vanayı açın.
- Argon torcunu, elektrot mesafesi 3-5 mm olacak şekilde kaynak yapılacak parçaya yaklaştırın.
- Koruyucu bir maske takın ve güç kaynağını açın.
- Ortaya çıkan kaynak arkını, erimiş metal birikintisi oluşana kadar bağlantının başlangıç kenarında tutun.
- Dairesel, pürüzsüz manipülasyonlar kullanarak kenarların kenarlarının erimesini sağlayın.
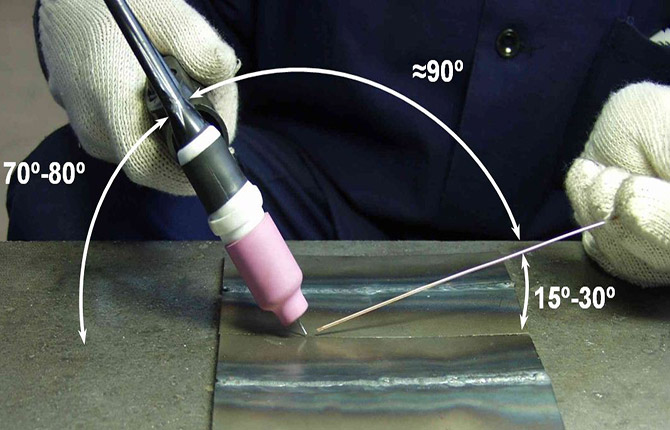
- Brülör ile yüzey arasında 45 derecelik bir açı bırakın.
- Dolgu telini torcun içine besleyerek torcu iğne ile birlikte yavaşça ve dikkatlice ileri doğru hareket ettirin.
- Kaynağın sonunda krateri dolduracak şekilde akımı azaltın.
Argon kaynağı, ürünleri restore etmek için karlı ve yenilikçi bir yöntemdir. Kaynak ve restorasyon çalışmalarının maliyeti, yeni bir parçanın üretiminden önemli ölçüde daha düşüktür. Yenilenmiş bir ürün çok uzun süre dayanabilir.
Hiç argon kaynağını kendiniz kullandınız mı? Becerileri daha hızlı kazanmanıza yardımcı olacak özellikleri bize anlatın. Yorumunuzu bırakın, makaleyi sosyal ağlarda paylaşın, yer imlerine ekleyin.




Rüzgarlı havalarda açık havada argon kaynağı ile yemek nasıl yapılır?
Bir atölyede yaptığınız gibi kaynak yapamazsınız; rüzgar koruyucu gazı uçurur ve kaynak havuzunu dış etkilere açık bırakır. Kaynak alanını bir demir levhayla koruyun. Elinizde uygun bir şey yoksa, estiği tarafta durarak rüzgarı kendinizle engelleyin.
Kaynak havuzu çok fazla kabarcıklanırsa ne yapmalı?
Redüktöre argon beslemesini ayarlayın. Ya çok az gaz var (karbon metalden kaçıyor) ya da çok fazla.
Bir tungsten elektrodu doğru şekilde nasıl keskinleştirilir?
Çubuğu dönen bir elmas çark üzerinde keskinleştirin. Normal bir zımpara makinesinden daha uzun süre dayanır. Elektrodu, ucu sizden uzağa bakacak şekilde dönen dairenin ucuna yerleştirin. 20-30 derecelik bir bileme açısı elde edin. 200-300 A akımlarda kaynak yapmak için 60 derecelik bir bileme gereklidir.1-1,5 mm ince metali iğne gibi uçla kaynaklamak daha uygundur - bileme açısı yaklaşık 10 derecedir.